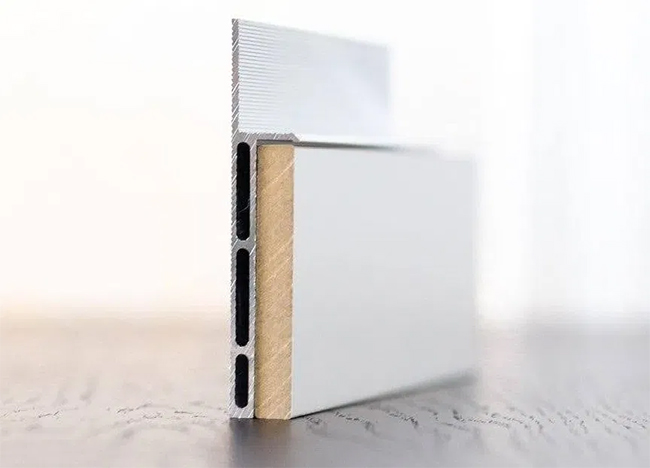
Найскладніша частина прихованого плінтуса – базовий алюмінієвий профіль. Щоб представляти хоча б загалом як роблять плінтус прихованого монтажу, потрібно звернутися до технології обробки алюмінію.
Відповідно до споживчої класифікації, цей тип алюмінієвих профілів відносять до інтер’єрних. Фахівець додасть, що це пресований порожнистий профіль нормальної міцності та нормальної точності виготовлення.
Етапи виробництва профілю
Технологічний процес складається з кількох стадій:
- Ливарна. На цьому етапі розплав алюмінію вводять необхідні легуючі компоненти і формують суцільні зливки або чушки заданої форми.
- Пресування. Заготовки піддаються пластичної деформації для отримання профільних елементів потрібної форми та розміру.
- Різання профілю та старіння металу.
- Поверхнева обробка профілю.
Ливарна стадія – найскладніша, відповідальна та ресурсомістка. Хімічний склад металу визначає його властивості, відповідно, якість вихідних литих заготовок – ключова умова якості готового профілю.

Пластична деформація розігрітих заготовок на стадії пресування виконується кількома методами: прямим, зворотним чи пресуванням стик у стик. Інтер’єрні профілі мають складний переріз і їх виготовлення застосовує метод зворотного пресування.
У випадках, коли від готового виробу вимагається особливо висока міцність, використовується метод екструзії в одному з різновидів: холодному, теплому або гарячому. Для цього способу обробки злиток розігрівають до температури, заданої технологічними вимогами. Потім розплав подають екструдер і продавлюють крізь матрицю.
Формування перерізу профілю
Матриця – найважливіша частина процесу виробництва профільних елементів. У найпростішому варіанті вона виглядає як сталевий диск із отвором. Контур отвору в матриці відповідає поперечному перерізу профілю за формою та лінійними розмірами.

Сам процес пресування порівняно нескладний. Заготовку, розігріту до температури 400 ° С … 550 ° С (залежно від особливостей технології та сплаву), завантажують у підігрітий контейнер. У контейнер просувається прес-штемпель, і створює під час руху величезний тиск. Метал продавлюється через отвір матриці і виходить із протилежної сторони у вигляді профілю із заданим перетином. Для виробництва профілів складного перерізу використовуються складніші матриці, ніж просто диск з отвором.
У процесі пресування одержують відрізки профілю довжиною до 70 метрів. Після охолодження їх розрізають стандартні відрізки. Стандарт інтер’єрного профілю зазвичай складає 3 метри.
Додаткова обробка профільних елементів
Старіння алюмінію проводиться для зміцнення металу та зняття внутрішніх напруг у виробі. Процес передбачає розігрів профілю до температури в діапазоні 150 ° С … 290 ° С (відпал) і швидке охолодження (загартування). Після цього метал витримують протягом деякого часу за стабільної температури.
Остання стадія виготовлення профілю – нанесення захисно-декоративних покриттів. Це може бути:
- Полімерне покриття, пофарбоване у стандартні кольори;
- Полімерне, що імітує колір та текстуру природних матеріалів;
- Анодування.
Анодування є послідовною механічною, хімічною та електрохімічною обробкою металу. Зрештою, на поверхні утворюється щільна плівка, що захищає метал від корозії. При електрохімічній обробці можна одержувати забарвлені сполуки і це використовується для імітації дорожчих металів.
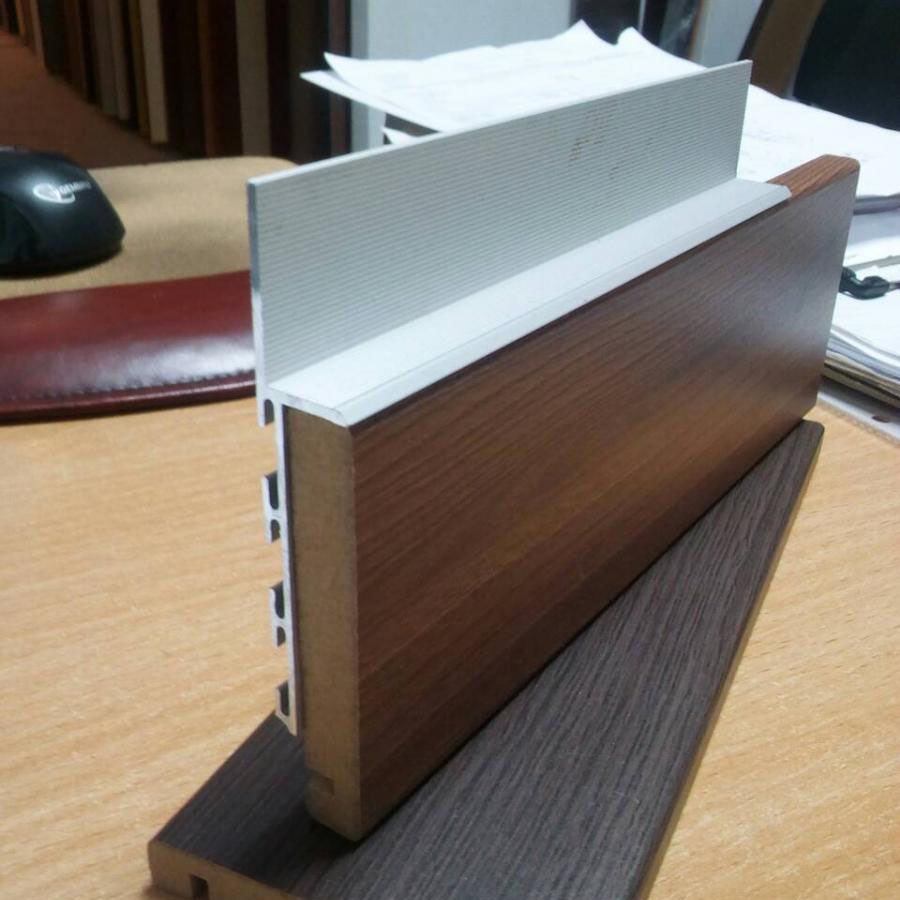
Профіль надходить у продаж із підготовленими декоративними планками. Остаточна комплектація готового виробу проводиться безпосередньо у роздрібній мережі.



0 коментарів